Plunger Design with parametric sketching in Fusion 360
The dseign of a rubber plunger head
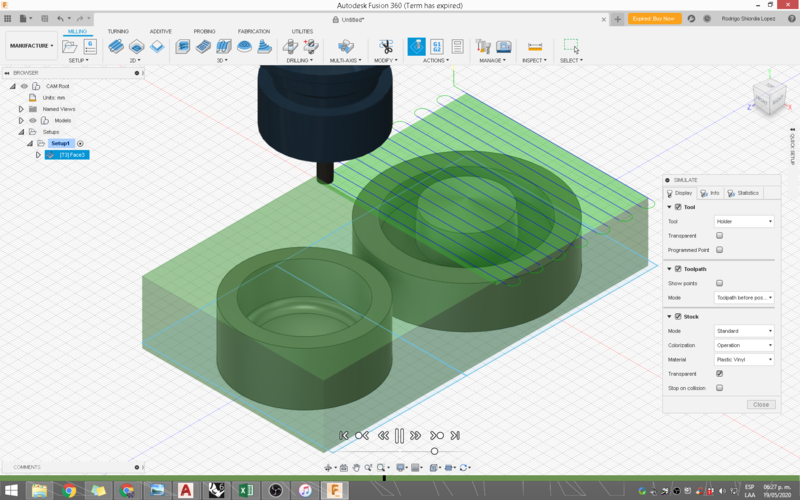
A part of my final project would be benefitial to have made of elastomeric material. Namely Sillicone rubber would be great for the plunger design that I'm planning. Refer to the Final project tracking page for more information. This part will be inside an acrylic tube and will be attached to a stiff plunger. I am still in the process of choosing an appropiate acrylic tube, so the plunger design necessarily needs to be parametric. I could have done it in grasshopper, however, since I don't have lab access, the toolpath planning needs to be done in an available sotware. In the lab, we use Rhino CAM, but we don-t have access to that here at home. I downloaded a trial version of Fusion 360. Autodesk is offering commercial access to it, but my autodesk id is old and I had already downloaded Fusion, so I couldn-t use the full version. That means saving was not an option.
Fusion is a very powerful tool for product design and has a number of workbenches. I am new to fusion or these kinds of softwares, so I kept it simple. I modelled two parts, a rigid plastic cap for the tube and a flexible sillicone rubber plunger head. It is like the ones you see inside syringes, only bigger.
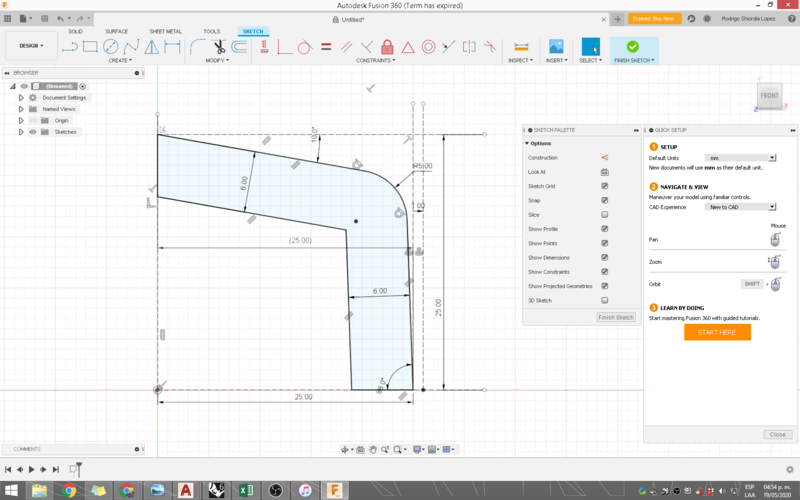
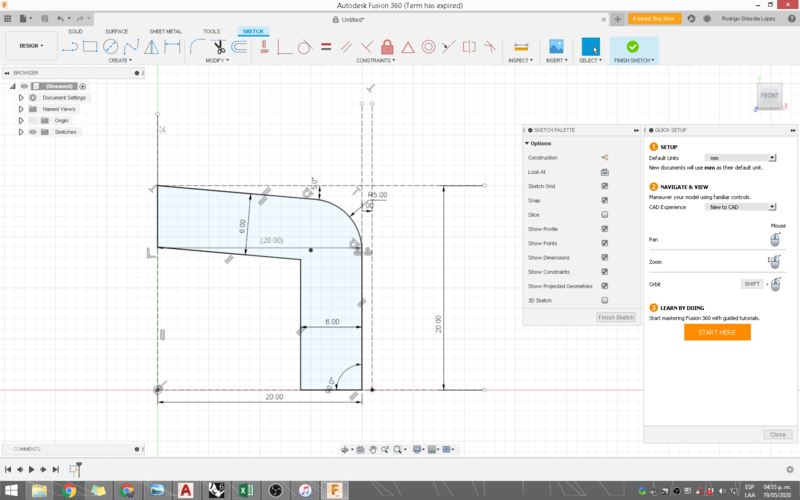
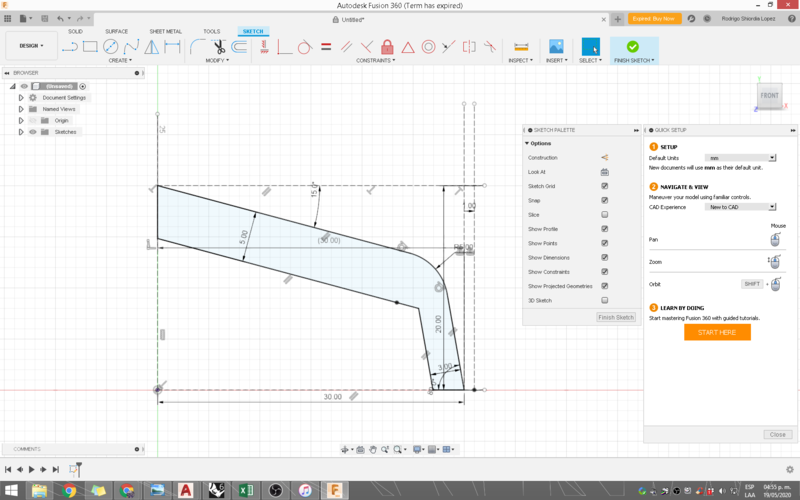
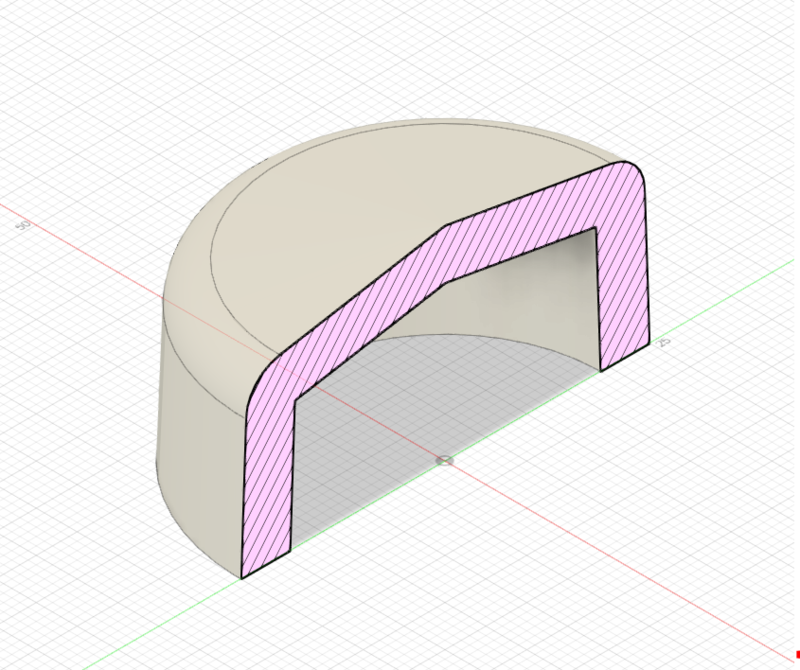
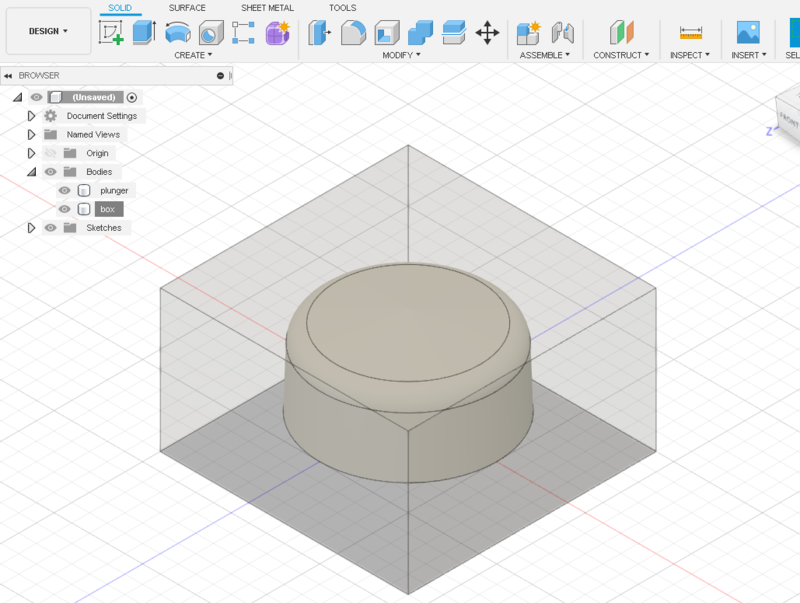
The first thing I did was to create a 2d sketch in a front view. I constrained everything so that I could control part diameter, wall thickness, draft angle. I'm using 2° draft angle as recommended on this page The above images show the different configurations that I get from varying the parameters. Fusion constrains everything as you draw it, so you need to force it to onstrain what you want. After the sketch was created I made a solid by revolving the sketch around a construction line at the center of the model. This is the modeled part:

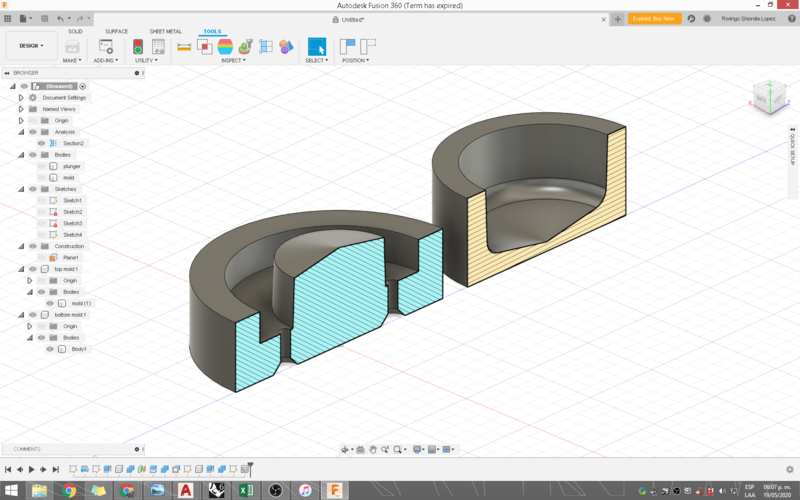
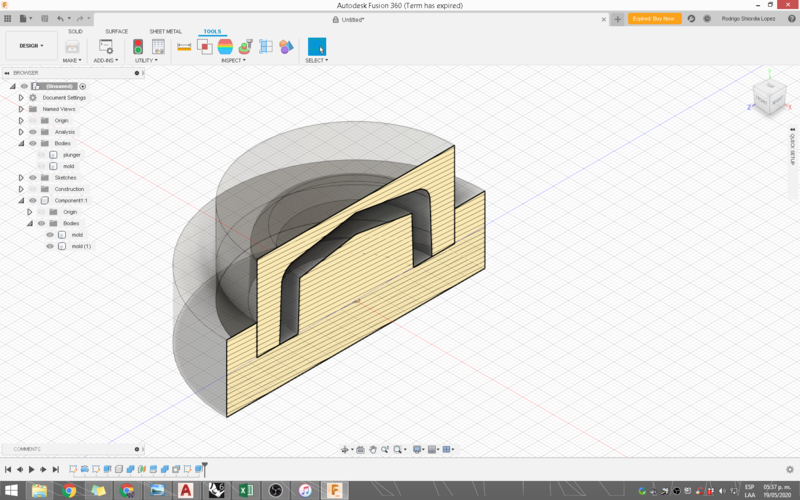
Modeling the mold
The mold needs to be a two part mold. Both inside and outside surfaces need to have a draft angle for demolding, again, I sed 2 degrees.
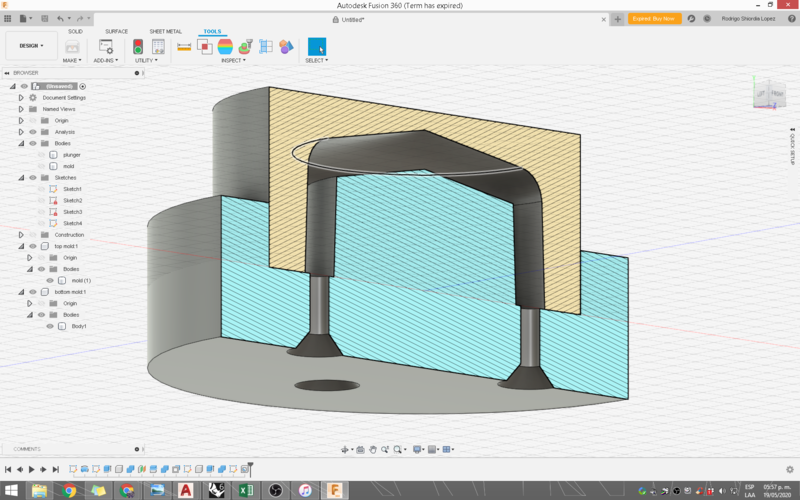
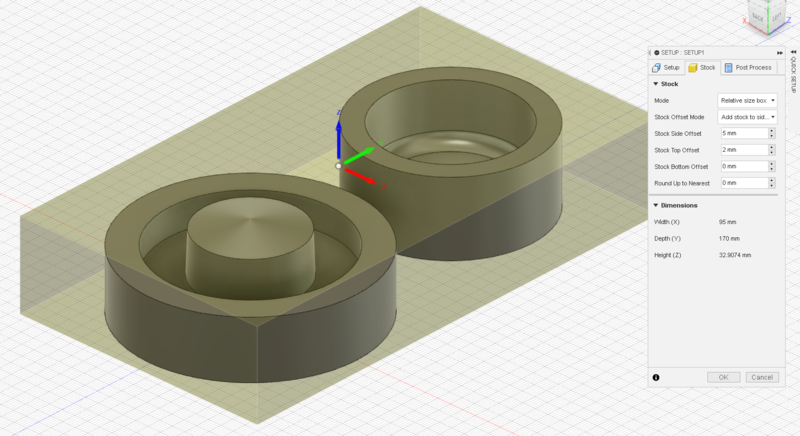
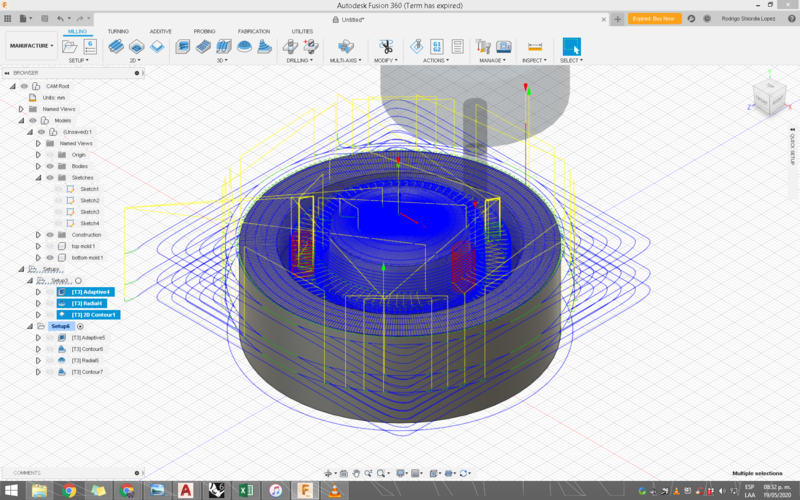
For the two part mold, I first created a cylinder that represents the assembled two part mold. I then cut the geometry from the positive part from the cylinder, creating a cavity inside it.
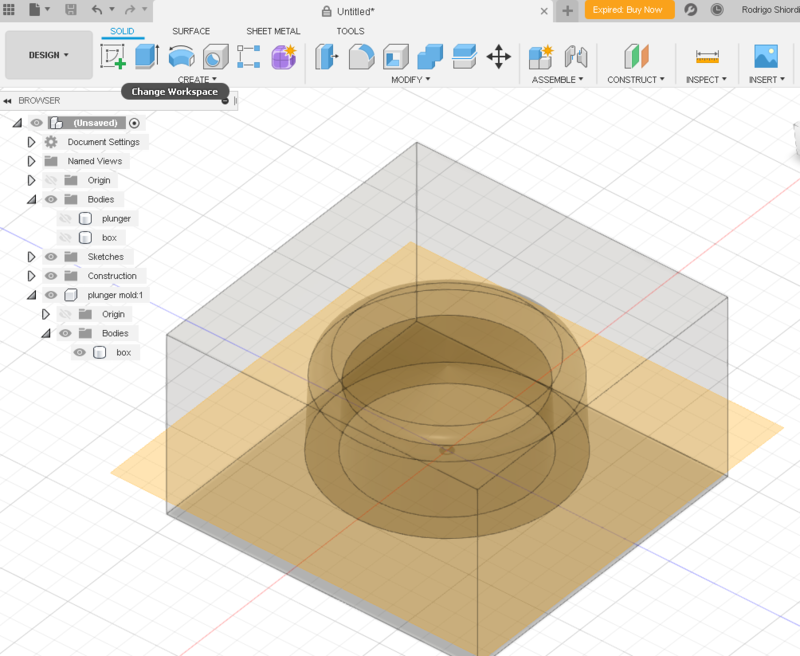
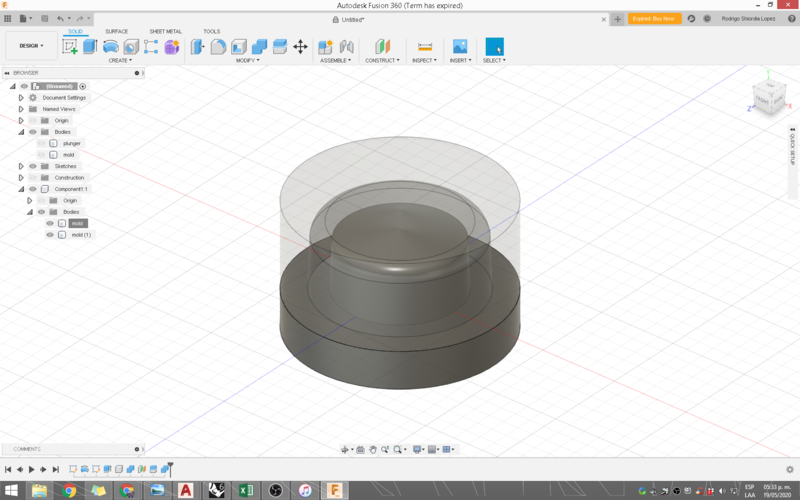
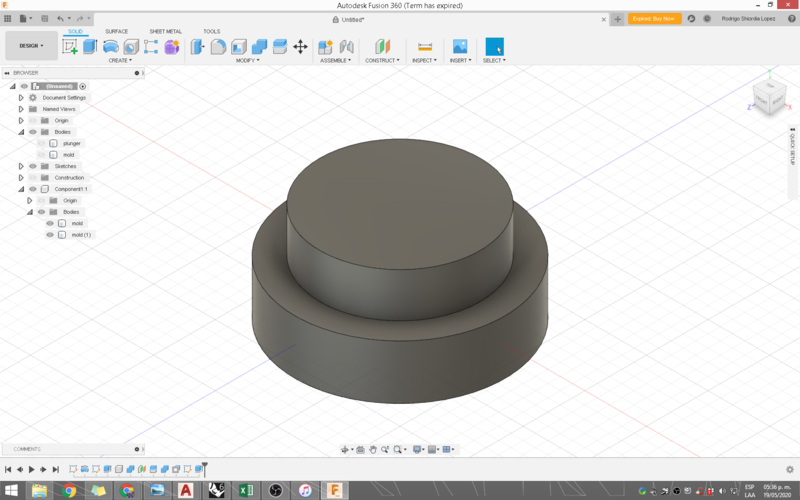
After making and cutting the box with the geometry and a construction plane, I joined the void form of the bottom of the part to the base of the mold. This was so that the mold has some floor surface and I also created a circular trim and a rim instead of creating registers. This way the whole mold is a register of itself and is constrained in every direction. Since I'm casting this part out of flexible rubber, then The mold can be the rigid milled part itself. If I wnated to make a flexible mold, I'd need to have another stage to create the mold of the mold.
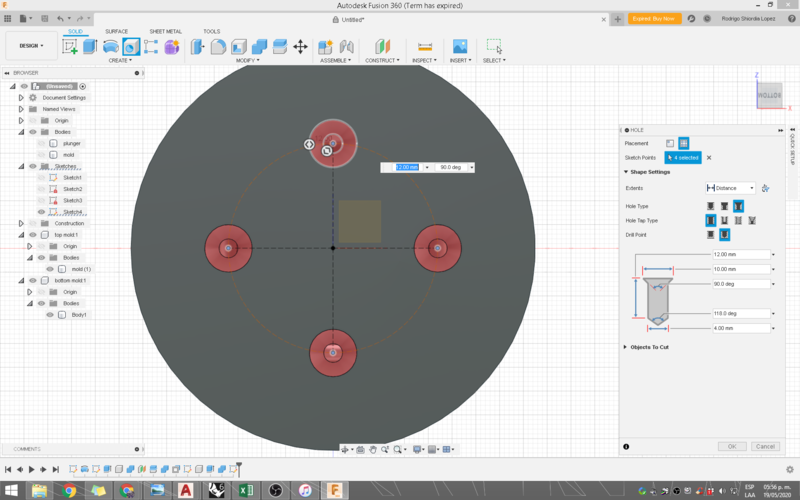
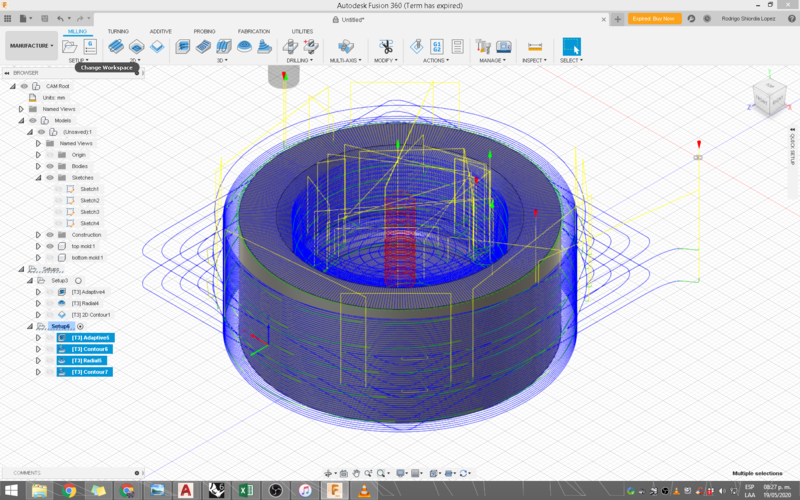
Holes for pouring
I bored four holes on the base of the mold to pur the rubber. I created a sketch to position them accrately, and sed the 'H' key in Fusion for the tool. The holes can be customized and I used countersink holes with exagerated dimensions to create funnel type surfaces for pouring.